La industria del plástico y del caucho suministra productos a un gran número de sectores. De este modo, los sectores del automóvil, la electrónica y la lencería, así como el sector del embalaje en particular tienen una influencia nada despreciable en el desarrollo de esa industria. Pero el sector de la medicina, del deporte y de los juguetes tampoco pueden prescindir de productos de plástico y caucho.
Para poder dar respuesta a este gran número de exigencias de los sectores se utilizan procedimientos de fabricación variados y, por tanto, diferentes tipos de máquinas e instalaciones como máquinas de moldeo por inyección, extrusionadoras, instalaciones de producción de láminas y espuma, así como máquinas de termoconformado. Diferentes materiales como granulados, líquidos o productos semiacabados se utilizan en procesos distintos y, en parte, automatizados. Dado que se produce en volúmenes muy grandes se demanda un alto grado de eficiencia y rentabilidad, así como calidad y seguridad. Con su competencia en la aplicación de sensores para numerosos sectores, Sick contribuye de forma considerable al cumplimiento de esas exigencias.
Moldeo por inyección, desde sistemas de seguridad hasta la lectura de códigos
Para la maquinaria de moldeo por inyección, Sick ofrece una gran variedad de soluciones para fines muy diversos. Por ejemplo, para la protección de puntos de peligro, la marca ha desarrollado el robusto bloqueo de seguridad i10 Lock. El equipo bloquea el pasador de protección de la máquina y garantiza así que no sea posible una intervención en la máquina durante el proceso de moldeo por inyección. Para alcanzar el nivel de seguridad necesario y, con ello, el aumento requerido de la protección contra la manipulación del bloqueo de seguridad, con el sensor de posición de seguridad i10R se supervisa además la posición del pasador de protección de la máquina.
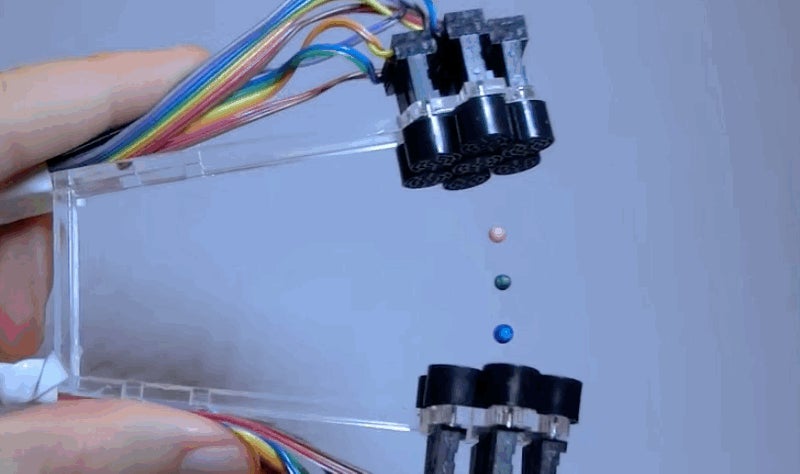
 El recuento de las piezas extrudidas se realiza con la rejilla fotoeléctrica de bastidor FLG. Gracias a la construcción robusta del bastidor es posible una alineación sencilla y rápida del sensor. Debido a la alta resolución de la rejilla fotoeléctrica de bastidor, de hasta 2 mm, también es posible contar piezas pequeñas. De este modo puede realizarse, por ejemplo, un cambio de depósito con exactitud de piezas.
El recuento de las piezas extrudidas se realiza con la rejilla fotoeléctrica de bastidor FLG. Gracias a la construcción robusta del bastidor es posible una alineación sencilla y rápida del sensor. Debido a la alta resolución de la rejilla fotoeléctrica de bastidor, de hasta 2 mm, también es posible contar piezas pequeñas. De este modo puede realizarse, por ejemplo, un cambio de depósito con exactitud de piezas.
Los sensores de caudal por ultrasonidos FFU garantizan la supervisión del caudal en los circuitos de refrigeración de instalaciones de extrusión para perfiles. Gracias a la forma constructiva robusta sin piezas móviles, los sensores también están indicados para el uso en condiciones ambientales duras.
También existen soluciones para la supervisión de los mínimos del llenado. Para evitar una marcha en vacío de la tolva de alimentación de material y, por tanto, evitar la parada posterior de la máquina, con el sensor de proximidad capacitivo CM30 se detecta el nivel de llenado mínimo en la tolva de alimentación. Si se supera el nivel mínimo inferior de llenado, el sensor se conecta. Esto indica al operador que debe alimentar material.
Para aumentar la seguridad de procesos, el lector manual IDM140 lee las etiquetas de códigos de barras en los sacos de material y transmite los datos contenidos en el código al control de la máquina. Esto garantiza que la máquina se alimente con el material correcto para el correspondiente pedido y producto.
Extrusión, más seguridad y eficiencia con las soluciones de Sick
Para conocer las soluciones de Sick para los procesos de extrusión, examinemos en detalle una instalación de extrusión para láminas sopladas. En los movimientos peligrosos de la unidad de enrollamiento, la cortina fotoeléctrica de seguridad deTec4 Core supervisa de manera fiable el acceso a la unidad de enrollamiento.
En el enrollamiento de la hoja continua hacia la bobina, el sensor de distancia Dx35 mide la altura del material sobre el tambor. De esta manera se detecta cuándo un tambor está lleno y hay que sustituirlo por uno vacío.
El encóder incremental DFV60 mide exactamente mediante una rueda de fricción la velocidad de avance de la plancha de plástico extrudida. El valor de medición determinado se utiliza para controlar la siguiente sierra divisora para tableros.
Los escáneres láser de seguridad S300 Mini, S300 y S3000 protegen vehículos de transporte sin conductor contra colisiones con personas, otros vehículos y materiales situados en el suelo. A través entradas dinámicas, los escáneres láser de seguridad pueden recibir informaciones sobre la velocidad. Sobre la base de esta información se activa el correspondiente campo de protección.
Espumaje, control de procesos y de zonas
En los procesos de espumaje, Sick ofrece un gran abanico de soluciones para tareas muy diversas. Miremos detenidamente el ejemplo de la instalación de esponjado continuo de bloques. Para controlar el recorrido de transporte posterior, la barrera fotoeléctrica pequeña WL15 detecta de manera fiable la presencia del bloque esponjado. La WL15 se puede instalar de forma muy flexible gracias a la posibilidad del montaje frontal mediante una tuerca de plástico M18 y un anillo de encastre, o en un lateral. Para el montaje en un perfil de aluminio la barrera fotoeléctrica pequeña WL12-3 es la opción correcta.

Mediante la alimentación de vapor de agua caliente se plastifican y expanden las perlas de poliestireno que se encuentran en la máquina automática de conformación de bloques. El bloque se desmolda. El sensor de temperatura TCT mide la temperatura del vapor de agua en el conducto de alimentación a la máquina automática de conformación de bloques.
Para garantizar una extracción de bloques automatizada, en el equipo de extracción se realiza una consulta de zonas. El escáner láser 2D TiM3xx señala si la zona de extracción está libre u ocupada. Esto evita una colisión, así como una eventual parada de la instalación al completo.
El interruptor de cable seguro i150RP es la solución de seguridad idónea para sistemas de transporte largos, puesto que permite ejecutar la función de conmutación en cualquier punto del sistema de transporte.
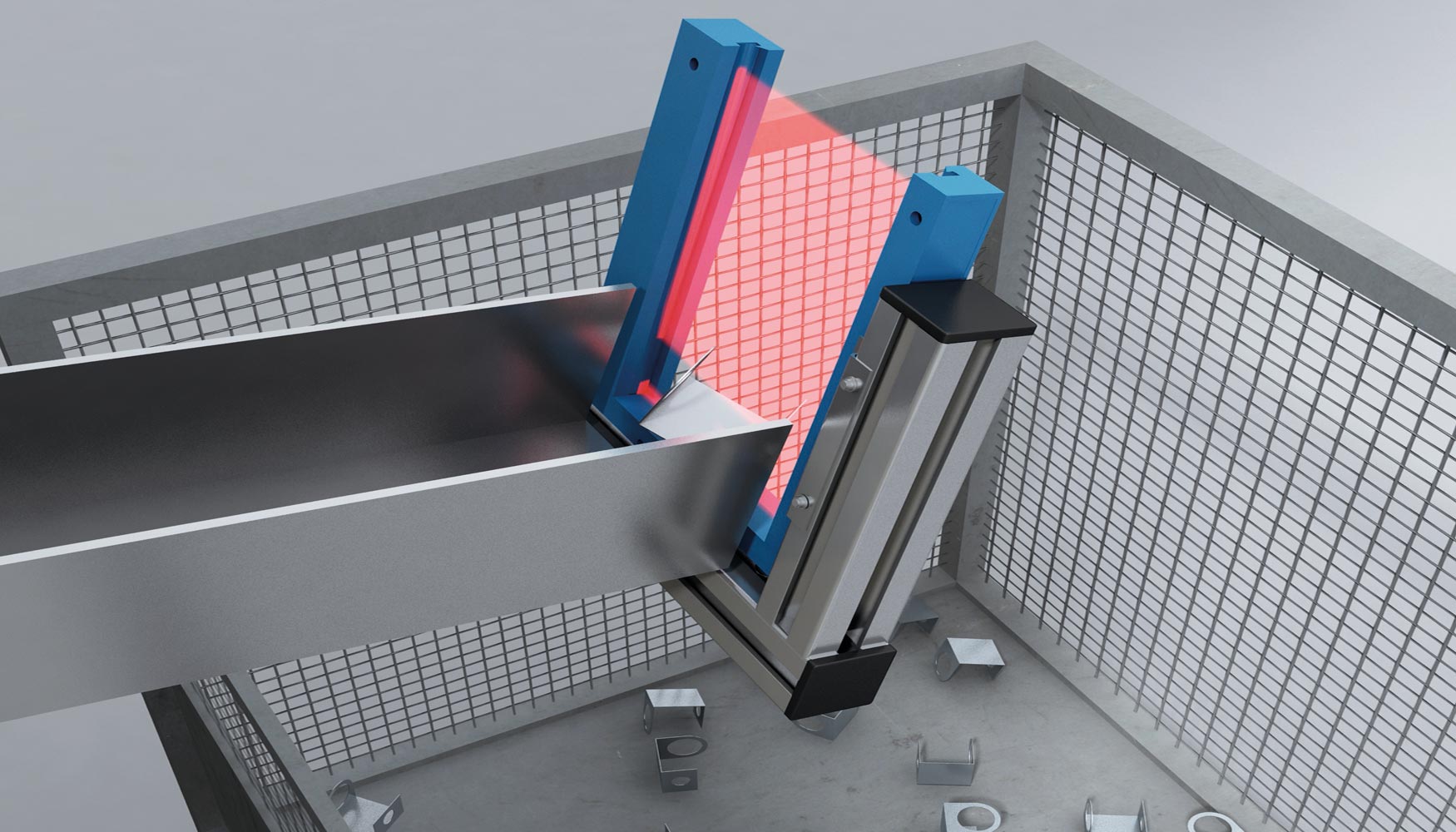
La instalación cortadora de planchas es manejada por varias máquinas autómatas de conformación de bloques. La altura del bloque debe determinarse antes del corte, ya que se fabrican bloques de diferente altura. La rejilla fotoeléctrica de automatización MLG determina la altura del bloque introducido y permite así un ajuste y una regulación de los alambres de corte.
El bloque esponjado se vuelca antes del mecanizado en la instalación cortadora de planchas. El dispositivo volcador se acciona mediante un cilindro neumático. Los sensores magnéticos para cilindros MZT8 detectan con alta precisión la posición del cilindro de elevación y supervisan así sus posiciones finales. Es posible fijar los sensores con independencia de la forma constructiva del cilindro de elevación. Si no existen ranuras de fijación, hay disponibles adaptadores especiales.
Mecanizado subsiguiente
Para máquinas de termoconformado, confeccionadoras de bolsas, de fabricación de sacos y telares, Sick ofrece una serie de soluciones de detección, medición y de seguridad.
 El sensor de contraste KT5 detecta de manera precisa y rápida marcas de impresión en los colores más diversos. Mediante estas marcas de impresión pueden controlarse de manera fiable funciones de la máquina como el corte de la lámina.
El sensor de contraste KT5 detecta de manera precisa y rápida marcas de impresión en los colores más diversos. Mediante estas marcas de impresión pueden controlarse de manera fiable funciones de la máquina como el corte de la lámina.
Con el sensor de visión Inspector PI50 se determina el borde de la hoja continua y se transmiten las informaciones de posición. Si una regulación de dos puntos de la banda es suficiente, una alternativa posible es un sistema formado por dos barreras fotoeléctricas redondas V180-2. A su vez, la aplicación también puede resolverse con una rejilla fotoeléctrica de automatización medidora de la gama de productos MLG-2. Los tiempos de preparación en el cambio de la anchura de la lámina se minimizan, ya que no hace falta una realineación mecánica.
Dos sensores array Ax20 miden la anchura de la banda de tejido. De este modo se garantiza la producción de un tubo de tejido con diámetro uniforme.
La barrera fotoeléctrica compacta W280L-2 Long Range se utiliza para señalar un rollo de tejido lleno. Mediante dos puntos de conmutación programables existe además la posibilidad de emitir una señal previa. Esta avisa al operario de que el cambio de rollo se ha de realizar en breve. De este modo, el tiempo de parada de la máquina se reduce.